
应力(英文:stress),又称“胁强”,指物体中各部分之间的相互作用。力越大且其作用的物体横截面积越小,应力就越大。在国际单位制中,应力单位为“牛顿/米(N/m),称为“帕斯卡(pascal)”,记作Pa。
应力是一个宏观概念,也就是说,在其定义和分析中考虑的粒子要足够小,可以将其微观特征平均化,当粒子足够大时,仍然可以忽略量子效应和分子的微观运动。因此,两个粒子之间的力实际上是它们的分子之间原子力集度的平均值,并假定质量、速度和作用在三维物体内的力(如重力)等物理量是平均化分布的。
1638年,意大利物理学家伽利略·伽利雷(Galileo di Vincenzo Bonaulti de Galilei)在著作《关于两门新科学的对话》(Dialogue Concerning Two New Sciences)一书中第一次提出了梁的弯曲问题及强度计算的概念。1678年,英国科学家罗伯特·胡克(Robert Hooke)在大量实验的基础上,发现了弹性体变形与所受外力成正比的规律,即胡克定律,并利用这一关系发明了弹簧,取代了旧时钟用的重力摆。17世纪末,瑞士科学家雅各布·伯努利(Jacobus Bernoulli)在伽利略对梁的弯曲的研究基础上,提出弹性杆挠曲线的概念,得到了梁的挠曲线近似微分方程。1757年,莱昂哈德·欧拉(Leonhard Euler)在伯努利的基础上,利用变分法拓展了梁和柱的受压公式,推导出了压杆稳定的临界载荷公式。18世纪至19世纪初,法国物理学家查利·奥古斯丁·库仑(Charles Au gustin de Coulomb)进一步发展弯曲理论,使用静力学方程对内力进行分析,并于1784年建立了圆轴扭转理论。后来,英国科学家托马斯·杨(Thomas Young)在1807年首次给出弹性模量的概念,并讨论剪切、弯曲、非弹性变形、冲击等问题。1821年,法国工程师纳维(Navier)通过对弹性体研究,从牛顿关于物质构造的概念出发,首次建立了弹性体平衡(运动)微分方程。直到1822年,法国数学家奥古斯丁·路易斯·柯西(Augustin Louis Cauchy)在纳维等人的基础上,提出应力和应变的概念,并之后几年里发表一系列论文,提出了关于一点应变的概念,把一点附近的变形通过6个应变分量表示,并导出运动方程,建立了以胡克定律为基础的弹性力学,从而形成了应力状态理论。
在通常情况下,物体内的应力可以通过单个数字或者单个向量来描述。在工程设计中,常见的应力情况有单轴应力、简单剪应力和各向同性正应力、组合应力等。
单轴正应力
单轴应力通常是拉、压杆的横截面沿其轴线受到的应力。对拉、压杆来说,从轴向拉伸和压缩试验可以观察到它的变形规律,任意二个横截面之间所有纤维的伸长或缩短是相同的。因此,有假设:(1)杆件变形前为平面的横截面,在变形后仍保持为平面,这就是通常说的平面假设;(2)杆件可以看做是由许多纵向纤维组成的,在受轴向拉伸或压缩时,所有纵向纤维均匀地伸长或缩短。由此可知,拉、压杆横截面上只有正应力,并且正应力在横截面上是均匀分布的。
简单剪应力
通常拉、压杆的横截面沿其轴线受到应力是单轴应力,当截取的截面是与杆轴倾斜(即所谓斜截面),则斜截面上既有正应力又有剪应力,它们的大小随着截面方位的改变而变化。简单剪应力是指在纯剪切情况下,单元体各截面上只有剪应力而无正应力。受剪面上的剪应力是均匀分布的,于是得到简单的剪应力计算公式。
各向同性正应力
在静止流体中只有各向同性的正应力,一般是压力,称为流体静压强。
在工程实际中,由于结构所受荷载是复杂的,因此结构中的大多数构件承受荷载后的变形并不是那样单一。在实际荷载作用下,构件往往会发生两种或两种以上的基本变形。构件在外力作用下,同时发生几种基本形式变形时,即称为组合变形。此时横截面上的应力要综合考虑各种基本变形所产生的应力。利用叠加原理,先将那些产生几种变形的任意荷载分解为两种或两种以上的简单荷载,每一种简单荷载只产生一种基本变形,分别求出各种基本变形下的应力,最后叠加起来就可得到组合变形下的截面应力。因为这些较复杂的应力可看作由两种或两种以上的基本变形的应力组合而成的,也称它为组合应力。
应力张量
受力物体内任意点的应力状态一旦被确定,如果取不同的坐标系,则表示该点应力状态的9个应力分量将有不同的数值,但该点的应力状态并没有发生变化。不同坐标系中的应力分量之间存在一定的转换关系。
应力状态
受力构件内通过任一点各个不同方位截面上的应力状况,称为该点的应力状态。为了研究一点的应力状态,可以围绕该点取出一个单元体(无穷小的正六面体。因为单元体在三个方向上的尺寸均为无穷小,可以认为应力在单元体的每个面上都是均匀的,且在单元体内相互平行的截面上应力都是相同的。所以,这样的单元体的应力状况可以代表一点的应力状态。研究一点的应力状态称为应力分析。应力分析的目的是为了判断受力构件在什么地方、什么方向最危险,为分析构件的强度提供基础。二向应力状态受力构件一点处有两个主应力不为零,这点的应力状态称为二向应力状态或平面应力状态。图3所示为扭转圆轴
点在
的单元体,单元体的截面上没有剪应力,只有两个正应力,所以扭转圆轴任意一点的应力状态为二向应力状态。
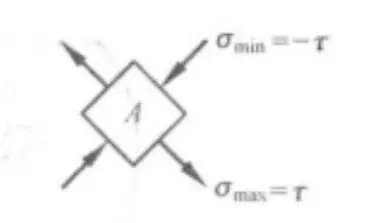

图3
三向应力状态受力构件一点处有三个主应力不为零,该点的应力状态称为三向应力状态或空间应力状态。齿轮啮合时接触点的应力状态就是三向应力状态,火车轮和钢轨接触点附近各点也处于三向应力状态。单向应力状态也称为简单应力状态,二向和三向应力状态则统称为复杂应力状态。
应力平衡微分方程
直角坐标系方程在外力作用下处于平衡状态的变形物体,其内部点与点之间的应力大小是连续变化的,也就是说,应力是坐标的函数。
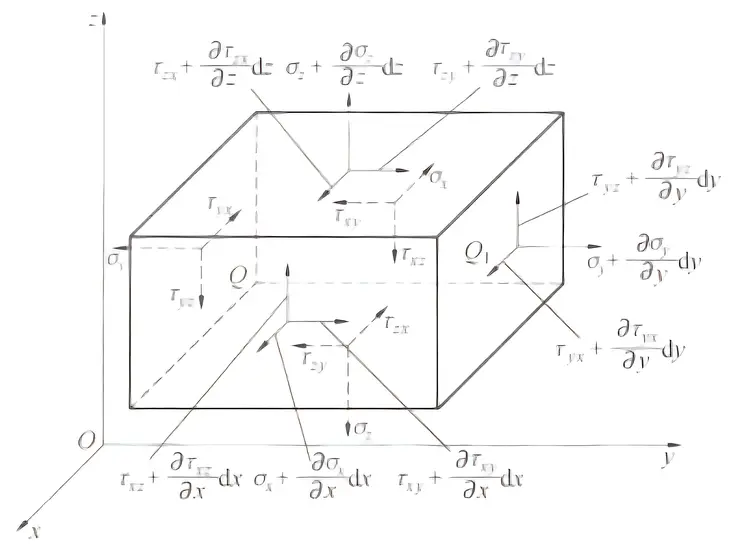
图4,直角坐标系中某一点邻区的应力平衡
因为六面体处于静力平衡状态,作用在六面体上的所有力(不考虑体积力)沿坐标轴上的投影之和应等于零,故有以下应力平衡微分方程组:
圆柱坐标方程当变形体是旋转体时,用圆柱坐标更方便。按同样方法,得到圆柱坐标的应力平衡微分方程组为:
在处理实际问题时,通常要把复杂的三维问题简化为平面的或轴对称的二维问题。平面问题的应力状态有两类:一类是平面应力状态;另一类是平面应变状态下的应力状态。
应变
应变(strain)是描述连续介质变形的物理量。固体的应变有两种基本形式,与正应力相应的是正应变;与剪切应力相应的是切应变。正应变:如图(a)所示为点K处的单元体。
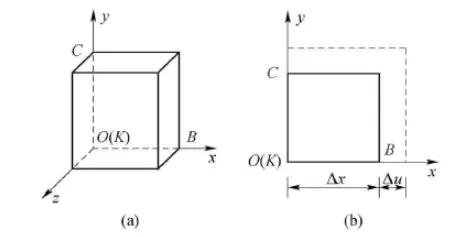
线应变
切应变:单元体互相垂直的两条棱边所夹直角的改变量称为切应变,也称角应变或者剪应变。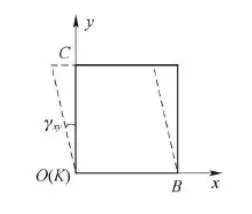
(c)
压强
连续体中的正应力叫压强(pressure or intensity of pressure)。一般来讲,它是空间坐标的函数。
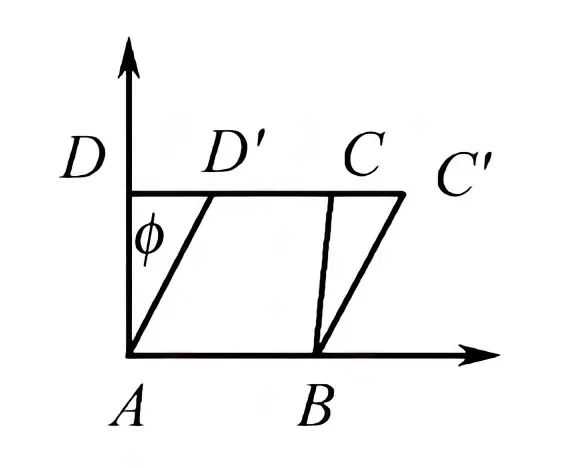
切变角
下图中角
是标志切变大小的物理量,叫切变角(shearing angle),也称作切应变。
图
产品检测
环境应力筛选是一种通过对产品施加合理的环境应力和电应力,加速其内部的潜在缺陷转化为故障,并通过检验来发现和排除这些故障的工艺手段。环境应力筛选的目的是迫使存在于产品中的、会变成早期故障的工艺缺陷提前变成故障,以便在产品投入使用之前进行排除或修正。
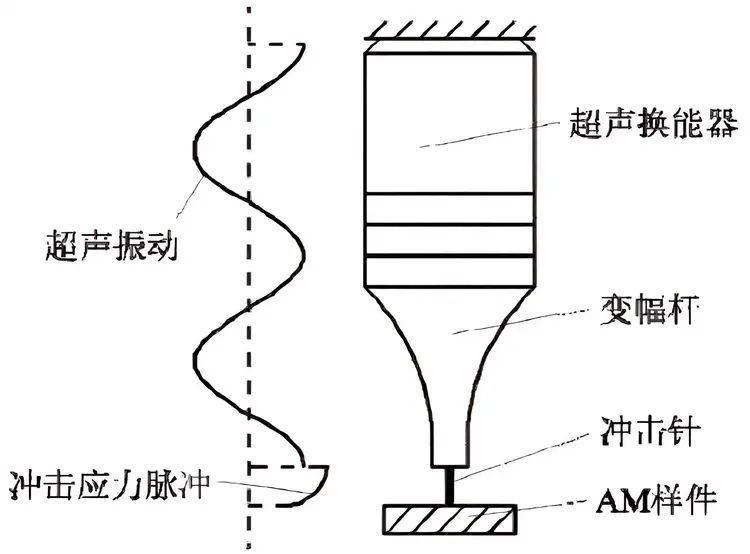
超声冲击技术
超声冲击技术是在低应力幅和高频率条件下,利用振动传递,使得冲击针快速击打金属材料表面,从而使近表面形成一个深度为100-200
的塑性变形层,从而显著提高表面的强度、硬度、抗腐蚀性和抗磨损性能。在材料发生严重塑性变形后,冲击针会破坏大尺寸晶粒,使其细化并被粉碎,有效消除了表面的残余拉伸应力,并转化为有益的压缩应力。大量研究表明,超声冲击作为一种表面改性技术,能够提高焊接结构的疲劳寿命。因为冲击处理改善了焊趾表面的形貌,消除了残余应力,减少了应力集中,并减少了裂纹从焊趾处出现的倾向。超声冲击技术在航空航天、船舶、机械加工、汽车制造、桥梁和铁路等工业制造领域得到了广泛应用。
超声冲击
管道设计
对于在外部载荷作用下自由发生弯曲的管道,管道的弯曲变化完全受限于内部应力所能承受的外部载荷。外部载荷不随管道的变形而改变。当外部载荷引起的弯曲使得管道超过了其弹性极限时,管道可能会出现无法控制的失效情况。这种情况通常被归类为应力或载荷控制,例如自由悬跨管道。悬跨管道内的载荷,如水动力载荷或重量,与管道的位移无关。在这种情况下,需采用基于应力的设计标准。
管道设计
应力的危害主要包括以下几个方面:腐蚀开裂:材料或零件在应力和腐蚀环境的共同作用下引起的开裂称为应力腐蚀开裂,这是应力与腐蚀联合作用的结果。热疲劳开裂:材料由于温度梯度循环引起的热应力循环(或热应变循环),而产生的疲劳破坏现象,称为热疲劳。如果零件在加热过程中因膨胀受限而产生的压应力大于其屈服强度,就会引起零件产生塑性变形,并在冷却过程中形成拉应力,如此反复多次,导致零件疲劳开裂。翘曲变形:材料在高温固化过程中会产生残余应力,在固化后立即或在使用期间造成材料物理翘曲、变形(特别是薄部分)或基体微裂纹。尺寸变化:有残余应力的物体进行任何一种机械加工时,都会引起物体尺寸的不均匀变化。若加工是对称的,虽然物体的长度、断面尺寸或直径等皆能发生变化,但形状仍可保持不变。若加工不是对称的,则物体除尺寸变化外,还可能产生歪扭、弯曲等形状的改变。例如,打击、振动、热处理等,还有当温度发生剧烈变化时,残余应力会使物体尺寸和形状产生变化。
消除应力有多种方法,可以根据不同的需求和应用场景选择合适的方法。常见的消除应力方法包括:自然时效法、热消除法和振动时效法等。
自然时效法
自然时效通常采用将铸件在大气中存放几个月的办法来消除内应力。在铸件清理设备发明以前,通常也用此方法去除铸铁件表面的粘砂和氧化皮。这样可以提高加工刀具的寿命,也能略微改善铸件尺寸的稳定性,但该方法不能完全消除应力,效果并不理想。
热消除法
加热消除应力的基本原理:随金属温度上升,,其硬度和强度开始下降。如果升温足够高,金属将变软且性能变低。因此,如果将一个有相当残余应力的铸铁件加热到合适温度,在此温度范围内,其屈服强度的降低将使残余应力得以释放或消除。应力释放后,使铸件各部分温度足够均匀地冷却至室温,于是,铸件又恢复强度且无残余应力。
振动时效法
在传统的加工生产中,焊后热处理是消除焊接后残余应力的有效方式,但是也存在许多的缺陷,比如加热过程造成构件表面氧化,影响材料整体的性能。振动时效是一个可替代的消除焊接残余应力的方式,其原理在宏观上是以机械振动的形式对工件施加应力,当附加的应力与残余应力叠加的总应力达到或者超过材料的屈服极限,位错将发生运动,构件的应力集中区域产生了塑性变形,使得残余应力得以释放;在微观上,在外加载荷的作用下,当剪切动应力与剪切残余应力之和大于等于材料的剪切屈服极限时,位错发生运动,产生位错增值、塞积和缠结等现象,使得高残余应力区域的位错塞积群开始运动,使晶体产生微观塑性变形,高的残余应力得以释放。振动时效技术可有效消除小件的残余应力,但是在实际应用中时效效果并不稳定。
百科词条作者:小小编,如若转载,请注明出处:https://glopedia.cn/339908/